
Staple Fiber Cutting Blades for Polyester vs. Viscose: Is There a Difference? | Huaxin Carbide
Blade Technology
June 29, 2026
Staple Fiber Cutting Blades for Polyester vs. Viscose: Is There a Difference?
Both polyester and viscose end up as short-cut staple fiber, but they behave very differently under a blade. Understanding those differences is the first step toward choosing the right carbide cutting solution — and avoiding premature edge failure.
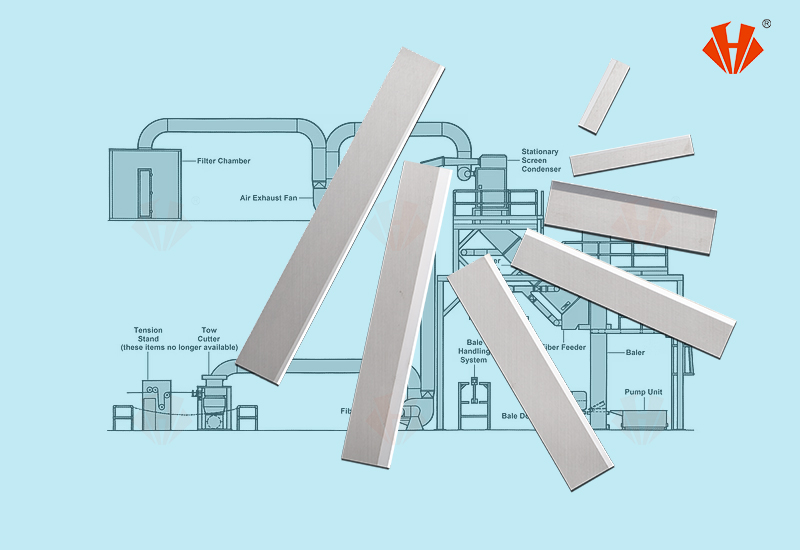
In staple fiber production, the cutting stage looks deceptively simple: a tow of continuous filaments is fed across a rotating blade drum, and the blade severs it into precise lengths — anywhere from 3 mm for nonwoven applications to 120 mm for spinning. But “precise” is the operative word. A blade that dulls even slightly starts producing tailed cuts, fiber crimping at the cut face, or length deviation that throws downstream processes out of tolerance. What causes premature dulling depends heavily on the fiber you are cutting.
The Core Difference: How Each Fiber Behaves Under Load
Polyester (PET) staple fiber is thermoplastic, semi-crystalline, and inherently abrasive. When a blade edge contacts the tow, the high tensile strength of PET filaments concentrates significant cutting force at the edge. More critically, PET has a relatively high melting point (~260 °C), but frictional heat at cutting speed is enough to cause micro-smearing — a thin layer of melted polymer that re-solidifies on the blade surface, acting as a mild adhesive that traps abrasive particles and accelerates micro-chipping of the edge.
Viscose (rayon), by contrast, is a regenerated cellulosic fiber. Its structure is hydrophilic and comparatively soft, meaning cutting forces are lower. The problem with viscose is different: the wet or semi-wet spinning process means fibers arrive at the cutter with residual moisture and spinning bath chemistry — sulfuric acid, sodium sulfate, zinc sulfate — that can attack blade surfaces through chemical corrosion rather than mechanical wear. A blade optimized purely for abrasion resistance may still fail quickly in viscose service if corrosion resistance is not also addressed.

A blade chosen for polyester will survive the abrasion. A blade chosen for viscose must also survive the chemistry. These are not the same specification.
How This Translates into Blade Specification
| Parameter | Polyester (PET) | Viscose / Rayon |
|---|---|---|
| Primary failure mode | Abrasive wear, micro-chipping | Corrosion, chemical pitting |
| Carbide grade | High hardness (≥HRA 91), fine grain | Corrosion-resistant grade (higher Co binder or specialised additive) |
| Edge geometry | Acute bevel, tight tolerance | Slightly more robust bevel to support edge under wet load |
| Surface treatment | Polished to reduce PET adhesion | Anti-corrosion coating or passivation |
| Blade life driver | Hardness, wear resistance | Chemical stability, edge toughness |
Carbide Grade Selection: Why It Matters More Than Blade Shape
Most staple fiber blades share a similar macro geometry — a disc or rectangular knife with a ground bevel. The real differentiation sits in the carbide grade: the WC grain size, the cobalt binder content, and any additive carbides (TiC, TaC, VC) that modify hardness, toughness, or corrosion behavior.
For polyester, a fine-grain carbide with HRA 91–92 and a lean cobalt binder (6–8% Co) provides the hardness needed to resist abrasive wear cycle after cycle. The penalty is brittleness — which is acceptable in a clean, dry, controlled cutting environment where the main stress is repeated impact from filament bundles, not lateral shock.
For viscose, specifying the same grade can produce corrosion-accelerated failure within days. A formulation with slightly higher cobalt content (10–12% Co) sacrifices a few Rockwell points of hardness but gains meaningfully better toughness and binder resistance. In some demanding viscose environments, a dedicated anti-corrosion hard-metal grade or a PVD surface coating adds another layer of protection without compromising edge sharpness.
Operating Conditions That Amplify the Difference
Beyond material chemistry, production conditions widen the performance gap between a polyester-optimized and a viscose-optimized blade. Cutting speed on PET lines tends to be higher, increasing heat generation at the edge and making thermal stability of the carbide binder a secondary concern. Viscose lines often run cooler but wetter, meaning the blade spends more time in contact with corrosive process fluid between rinse cycles.
Fiber finish (the lubricating and antistatic agent applied to filaments before cutting) is another variable that rarely appears in blade datasheets but can have a measurable effect. Certain spin finishes act as mild lubricants that extend blade life; others contain compounds that react with carbide binders. Requesting finish composition from your fiber supplier is a worthwhile step before finalizing a blade specification.
A Practical Recommendation
If your line runs only polyester, specify a fine-grain, high-hardness carbide blade with a polished surface finish. If your line runs viscose — or switches between fiber types — the smarter approach is to work with a blade manufacturer who can match grade and surface treatment to your specific spinning bath chemistry and cutting speed, rather than defaulting to a generic staple fiber blade catalog item.
The cost difference between a correctly specified blade and a generic one is marginal. The difference in service life and cut quality is not.
Huaxin Cemented Carbide Co., Ltd draws on in-house tungsten carbide raw material sourcing and advanced manufacturing processes to produce staple fiber cutting blades that are engineered for the specific demands of each fiber type — from PET to viscose to lyocell. Their engineer-to-customer collaboration model means your blade specification starts with your process chemistry, not a standard catalog.
Post time: Jun-30-2026



